
 Английский язык
Английский язык
Английский язык
Английский язык

В настоящее время существуют два типа турбин с точки зрения широких категорий.
Одна из них представляет собой центробежную турбину, например гидроэлектрическую турбину или автотрансформатор.
Площадь вокруг шахты не так легко подвержена воздействию тепла, поэтому существенным преимуществом является то, что она может производить очень практичные продукты даже с металлами, которые не имеют высоких
- теплостойкость. С другой стороны, из-за низкой тепловой эффективности, они, как правило, очень большие для получения большей мощности, и были использованы только на ранних реактивных самолетов.
Другой — осевая турбина, разработанная и введенная в эксплуатацию в германии в 1930 - х годах. Используется в основном в теплоэнергетике, атомной энергетике, судовой пар,
Газовые турбины и авиационные реактивные двигатели. Широко используется с 1950 - х годов. Он большой по мощности, но небольшой по размеру. По сравнению с центробежным типом, у него есть преимущество
Контроль над властью. С другой стороны, высокотемпературный газ течет по оси, что требует высокой теплостойкости металла. Таким образом, она имеет недостаток чрезвычайно короткий срок службы продукта.
Рост осевого потока в последние годы также связан с развитием термостойких сплавов. Тепловая эффективность продолжает улучшаться, а экономика растет.
Двигатель осевого потока, как правило, состоит из двух частей. Он разделен на переднюю и заднюю части с камерой сгорания в качестве границы. Передняя часть использует сжатие тепла и трения тепла в качестве важных элементов, а нержавеющая сталь может быть использована из-за ее теплостойкости около 500 градусов. Детали, начиная с камеры сгорания, находятся в непосредственном контакте с высокотемпературными газами сгорания, поэтому могут использоваться специальные термостойкие сплавы, такие как ничрим, которые не влияют на механические свойства, даже если температура приближается к 1 000°C. Однако требование о Том, чтобы механические свойства не снижались при таких высоких температурах, как правило, довольно сложно выполнить в процессе обработки.
Для того, чтобы переработать части из металла в требуемые формы и размеры, очень часто используется режущая обработка в качестве средства. Однако, твердость и сила
Режущие материалы ухудшатся, когда температура приближается к 500 градусов. Если это обычный металл, то он может быть обработан до низкой температуры твердости и прочности
Состояние инструмента ухудшается. Тем не менее, если это термостойкий сплав, производительность которого не будет значительно снижена около 1000°C, то производительность инструмента общего назначения
Материал не отвечает требованиям.
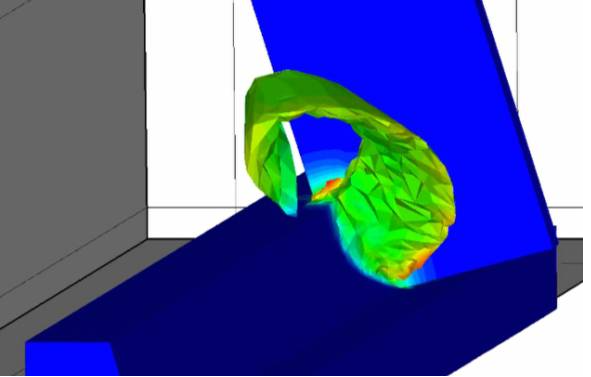
На рисунке ниже изображена имитационная схема термостойкого сплава Inconel и рисунок фактических чипов. Красная часть-это сопротивление, вызванное деформацией и
Трудолюбивая часть. Кроме того, как видно из фотографии справа, часто возникает вибрация, вызванная деформацией сдвига. Материал "HC1135" Этого не будет.
Прорыв при таких больших стрессовых условиях был разработан хенгченгом.
Ниже представлены имитируемые изображения никелевых сплавов и фотографии фактической резки. Красная часть изображения является основной частью сопротивления резке и работы
Затвердевание, вызванное режущей деформацией. Как видно на фотографии справа, следы, оставленные вибрацией, очень очевидны. Материал, который не был
Пострадавший от измельчения в такой очень жестокой среде резки материал HC1135 разработан компанией Hengcheng.
Из-за низкой температуры плавления связующего материала очень трудно обрабатывать инструменты с высокой устойчивостью к зазубриванию. HC1135 можетИсправить эту проблему и сделать возможным высокопроизводительную обработку.
ПВХ покрытия, которые обеспечивают стабильность инструмента и способствуют возникновению сжимающего стресса, демонстрируют преимущества. Однако предыдущие покрытия PVD подвержены окислительным реакциям
И пилинг около 750 градусов, что приводит к снижению производительности. Hengcheng разработал HCGA-MANO, который может увеличить температуру начала окисления ПВХ покрытия до 1100 °C, достигнув высокой стабильности даже при переработке термостойких сплавов.
Поперечное сечение чипа, удаленного инструментом, показано на рисунке ниже. Есть части с очень узкой шириной и части с очень широкой шириной. В других областях
Говоря словами, тонкая часть чипа требует низкого сопротивления и резкости, а часть толстого чипа требует сопротивления чипу.
В ответ на потребности таких различных частей, Hengcheng разработала чип-брейкеры, которые постоянно меняются в форме, чтобы гарантировать, что материал и покрытие
Улучшена производительность инструмента и обработка становится стабильной.
Подпишитесь ниже, чтобы получать регулярные обновления от HengCheng!
Поиск по сайту

Shanghai Hengcheng цементированный карбид Co., Ltd
Room 1002, building 2, Huayi Plaza, 2020 Zhongshan West Road, Shanghai
Телефон на линии: +86 21-6119 8069
Генеральный директор:
market@hccarbide.com